Karakteristike proizvodnje betonskih blokova od ekspandirane gline

Proizvodnja ekspandiranih betonskih blokova ovih dana je veoma rasprostranjena. Ali u takvoj proizvodnji potrebno je imati specijalnu opremu, alatne mašine i tehnologiju, ključne proporcije materijala. Znajući kako napraviti ove blokove svojim rukama, ljudi mogu eliminisati mnoge greške i dobiti visokokvalitetan proizvod.


Neophodna oprema
Proizvodnja betonskih blokova od lakog agregata uvek počinje pripremom potrebne opreme. Ona može biti:
- купио;
- iznajmljen ili iznajmljen;
- ручно прављене.


Važno: domaća oprema je pogodna samo za najjednostavnije industrije, uglavnom za pokrivanje sopstvenih potreba. U svim složenijim slučajevima, moraćete da koristite vlasničke jedinice. Standardni set instalacija uključuje:
- vibracioni sto (ovo je naziv mašine za pripremu početne ekspandirane glinene mase);
- бетон;
- metalne palete (ovo će biti kalupi za gotov proizvod).
Ako imate raspoloživa sredstva, možete kupiti mašinu za vibrokompresiju. Uspešno zamenjuje i delove za formiranje i vibracioni sto. Pored toga, biće vam potrebna pripremljena soba. Opremljen je ravnim podom i dodatnim prostorom za sušenje, odvojenim od glavnog proizvodnog mesta.
Samo pod ovim uslovima može se garantovati optimalan kvalitet proizvoda.



Vibracioni stolovi mogu imati dramatično različite performanse. Spolja slični uređaji su u stanju da proizvedu često od 70 do 120 jedinica proizvodnje na sat. Za kućnu upotrebu, pa čak i za male građevinske kompanije, sasvim su dovoljni uređaji koji čine do 20 blokova na sat. Vredi napomenuti da u poslednja dva slučaja, umesto kupovine gotove mašine, često prave „kokoš nesilicu“, odnosno uređaj koji sadrži:
- kutija za oblikovanje sa uklonjenim dnom;
- jedinica za bočne vibracije;
- ručke za demontažu matrice.
Sama matrica je napravljena od lima debljine 0,3-0,5 cm Od takvog lima se iseče radni predmet sa rezervom od 50 mm, što je potrebno za proces nabijanja. Važno: zavari se postavljaju spolja tako da ne remete normalnu geometriju blokova.

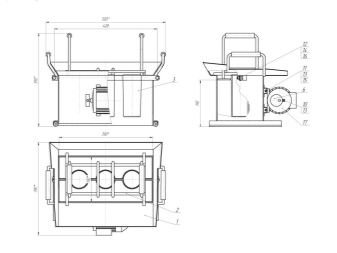
Možete povećati stabilnost domaće jedinice zavarivanjem trake koja je napravljena od ne-debele profilne cevi. Perimetar je obično prekriven gumenim pločama, a kao izvor vibracija koriste se motori starih mašina za pranje veša sa pomerenim centrima gravitacije.
U profesionalnoj čvrstoj verziji koriste se betonske mešalice kapaciteta najmanje 125 litara. Oni nužno pružaju moćne oštrice. Brendirani vibracioni sto sa oblicima koji se ne mogu ukloniti je skuplji, ali je lakši za rukovanje od sklopivog dizajna. Bez poteškoća, sve operacije na takvoj opremi mogu se skoro potpuno automatizovati.
Takođe, u ozbiljnim fabrikama, oni obavezno kupuju serijske palete za kalupljenje i troše desetine hiljada rubalja na svoj set za kompletnu proizvodnu opremu - ali ti troškovi se brzo isplate.

Materijalne proporcije
Najčešće za proizvodnju mešavine ekspandirane gline betona:
- 1 deo cementa;
- 2 deonice peska;
- 3 deonice ekspandirane gline.
Ali ovo su samo smernice. Profesionalci znaju da se odnosi delova mogu značajno razlikovati.U ovom slučaju, oni se rukovode svrhom upotrebe smeše i koliko jak treba da bude gotov proizvod. Portland cement se najčešće uzima za rad koji nije gori od marke M400. Dodatak cementa čini gotovu robu čvršćom, ali se ipak mora poštovati određeni tehnološki balans.


Što je viši razred, to je manje cementa potrebno za postizanje određene čvrstoće. Zbog toga se uvek trude da uzmu najkvalitetniji portland cement da bi dobili najlakše moguće blokove.
Pored poštovanja formalnih proporcija, treba obratiti pažnju i na kvalitet vode koja se koristi. Mora imati pH iznad 4; ne koristite morsku vodu. Najčešće su ograničeni na vodu pogodnu za potrebe za piće. Redovni tehnički, nažalost, možda neće ispuniti potrebne zahteve.
Za punjenje smeše koriste se kvarcni pesak i ekspandirana glina. Što je više ekspandirane gline, to će gotov blok bolje zadržati toplotu i zaštititi od stranih zvukova. Neophodno je uzeti u obzir razliku između šljunka i drobljene ekspandirane gline.
Sve frakcije ovog minerala sa česticama manjim od 0,5 cm3 klasifikovane su kao pesak. Njegovo prisustvo u smeši nije samo po sebi nedostatak, već je strogo normirano standardom.

Tehnologija proizvodnje
Priprema
Pre nego što napravite blokove od glinenog betona sopstvenim rukama kod kuće, trebalo bi da stvorite optimalne uslove za proizvodnju. Prostorija se bira prema veličini mašina (uzimajući u obzir neophodne prolaze, komunikacije i druge oblasti).
Za konačno sušenje, nadstrešnica je unapred opremljena na otvorenom. Veličina nadstrešnice i njena lokacija se, naravno, određuju odmah, sa fokusom na potrebe proizvodnje. Tek kada je sve pripremljeno, instalirano i konfigurisano, možete započeti glavni deo posla.


Mešanje komponenti
Počnite sa pripremom rešenja. Mešalica je napunjena cementom i u nju se sipa malo vode. Koju određuju sami tehnolozi. Sve ovo se mesi nekoliko minuta, dok se ne postigne potpuna homogenost. Samo u ovom trenutku možete uvesti ekspandiranu glinu i pesak u porcijama, a na kraju - sipati ostatak vode; visokokvalitetno rešenje treba da bude gusto, ali da zadrži određenu plastičnost.


Proces kalupovanja
Nemoguće je direktno prebaciti pripremljenu smešu u kalupe. Prvo se sipa u predviđeno korito. Tek tada, uz pomoć čistih lopata za kante, prazne betonske ploče od ekspandirane gline se bacaju u kalupe. Sami ovi kontejneri moraju ležati na vibracionom stolu ili biti montirani na mašinu sa vibracionim pogonom. Prethodno, zidovi kalupa moraju biti premazani tehničkim uljem (obrada) kako bi se olakšalo vađenje blokova.
Sitni pesak se sipa na pod. Omogućava vam da isključite adheziju izlivenog ili raspršenog betona. Punjenje formulara rastvorom treba vršiti ravnomerno, u malim porcijama. Kada se to postigne, vibracioni aparat se odmah pokreće.
Ciklus se zatim odmah ponavlja sve dok zapremina ne dostigne 100%. Po potrebi, praznine se pritiskaju metalnim poklopcem odozgo i drže najmanje 24 sata.


Sušenje
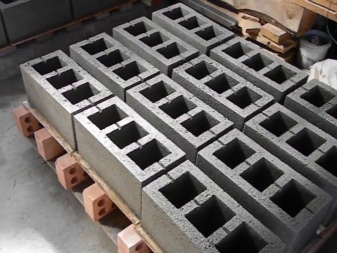
Kada dan prođe, potrebni su blokovi:
- извадити;
- raširiti na otvorenom prostoru uz održavanje razmaka od 0,2-0,3 cm;
- sušiti dok se ne dostignu standardne karakteristike marke 28 dana;
- na običnim metalnim paletama - okrenite blokove tokom celog procesa (na drvenoj paleti to nije neophodno).
Ali u svakoj fazi mogu postojati neke suptilnosti i nijanse koje zaslužuju detaljnu analizu. Dakle, ako je beton od ekspandirane gline potreban što je moguće suvlji, voda se zamenjuje "Peskobetonom" i drugim specijalnim smešama. Stvrdnjavanje materijala čak i pri upotrebi vibracione prese traje 1 dan.


Za samopripremu betonskih blokova od ekspandirane gline na zanatski način uzmite:
- 8 udela ekspandiranog šljunka;
- 2 dela prečišćenog finog peska;
- 225 litara vode za svaki kubni metar dobijene smeše;
- još 3 udela peska za pripremu spoljašnjeg teksturnog sloja proizvoda;
- prašak za pranje (za poboljšanje plastičnih kvaliteta materijala).


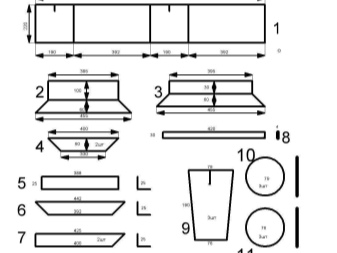
Oblikovanje ekspandiranog betona od gline kod kuće vrši se uz pomoć polovina dasaka u obliku slova G. Debljina drveta ne bi trebalo da bude veća od 2 cm. Najčešće se u takvim slučajevima proizvode najpopularniji blokovi težine 16 kg, dimenzija 39x19x14 i 19x19x14 cm. Na ozbiljnim proizvodnim linijama, naravno, veličine mogu biti mnogo raznovrsnije.
Važno: apsolutno je nemoguće prekoračiti navedenu količinu peska. To može dovesti do nepovratnog pogoršanja kvaliteta proizvoda. Ručno sabijanje blokova vrši se čistim drvenim blokom. Istovremeno, vizuelno se prati proces formiranja "cementnog mleka". Da bi se sprečilo da blokovi brzo i nekontrolisano gube vlagu tokom procesa sušenja, moraju biti prekriveni polietilenom.


Karakteristike proizvodnje betonskih blokova od ekspandirane gline, pogledajte video ispod.













Komentar je uspešno poslat.