Šta su metalni limovi i gde se koriste?
Lim je vrsta željeznog čelika koji se koristi za sečenje na trake i limove manjih dimenzija. Uz ugaone, okrugle i kvadratne, jedan je od glavnih tipova metalnih blankova koji se koriste u građevinarstvu i renoviranju.


Pogledi
Metalni lim je sortiran (klasifikovan) prema vrstama i varijetetima njegovih performansi, klasi tačnosti, stepenu glatkosti, crtežu profila, prema kojem se proizvodi veliki broj identičnih praznina. Metalni lim je univerzalan koncept: uključuje proizvode od aluminijuma, bakra i čeličnog lima. Lim, pored ugaonih, T, šinskih, okruglih i kvadratnih, obuhvata asortiman po talasnoj dužini (u slučaju valovitog), debljini (tanki i debeli limovi). Za proizvodnju koristim kako običan crni čelik St0 ili St3, tako i one kvalitetnije - na primer, legure čelika kao što je 09G2S sa sposobnošću da izdrže temperature čak i u uslovima Marsa (oko -110 Celzijusa) bez značajnog povećanja indeks lomljivosti (hladno krtost).
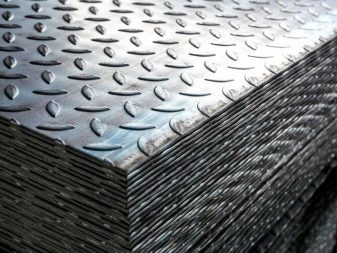
Tanki čelični lim se proizvodi u obliku grubih limova za glavnu završnu obradu, koji imaju grubu, sa greškama, klasu valjanih proizvodai to u vidu temeljno valjanih limenih zalogaja gotovo konstantne debljine čija se mala vrednost promene debljine može zanemariti čak i pri završnoj obradi. Glatke ploče se proizvode obojene, uključujući valovite, kao i pocinkovane (bez sloja prajmera i završne boje). Mrežasti limovi se proizvode kako u obliku najmanje pocinkovane mreže, tako i u obliku perforiranih limova - rupe se izbuše sa istim udubljenjem između pojedinačnih u konvencionalnom blanku limova, ili se izrađuju u grupama, kao tekstura ili šara. .
Ravni lim ima i zarez po ivicama reza, čija je uloga formiranje kuka između istovrstnih i jednovrstnih limova.
Po načinu proizvodnje
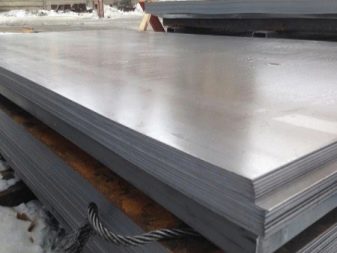
Računovodstvo praznih limova po metodu proizvodnje utiče na samo dve niše: toplo valjane i hladno valjane limove. Prvi karakteriše gruba, hrapava površina, što omogućava proizvodnju blankova limova u velikim serijama bez posebnih troškova energije, uključujući topljenje iskopane rude u ingote, držeći se na temperaturama koje prelaze oznaku na kojoj čelik ostaje tečan. U procesu kuvanja gvožđa, iz njega se uklanjaju (sagorevaju) višak gasova: azot, kiseonik. Potonji uklanja iz čelika i druge nečistoće - fosfor i sumpor, zbog čega čelik postaje mnogo krhkiji nego u odsustvu i fosfora i sumpora u leguri. Nakon toplotne obrade, čelik se lijeva u ingot i ulazi u valjaonicu, koja ga, zauzvrat, izravnava u neku vrstu palačinke, a zatim se vrši grubo obrezivanje ivica. Tako je toplo valjani lim spreman za dalju obradu.
Uprkos daljoj obradi, toplo valjani čelik, kao najjeftiniji analog hladnovaljanog čelika, našao je svoju primenu u građevinarstvu. Prvo što mi pada na pamet je, na primer, gredica debljine 2-3 mm bila široko korišćena u izgradnji garaža od čistog čelika.
U kombinaciji sa uglom i P-profilom, od kojih je konstruisana vodeća „kičma“ garažnog objekta, toplo valjani limovi se zašrafljuju na ovaj okvir pomoću pričvrsnih rupa u uglu i u samim limovima. Ali najjednostavniji metod je zavarivanje listova na ugao i P-konturu pravo napred, bez pričvršćivača
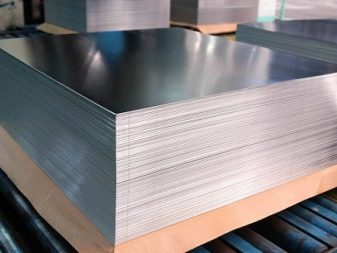
Hladno valjani čelik prolazi kroz dve faze obrade: visokoprecizno valjanje uz pomoć valjaka koji vrše značajan pritisak (sto i više atmosfera po kvadratnom centimetru površine lima) i isto tako precizno sečenje ivica. Nesavijeni, glatki lim, na primer, od nerđajućeg čelika, ima skoro savršeno ravnu površinu, nema hrapavost i više žljebova koji se lako prepoznaju na toplo valjanom listu. Površina lima je toliko glatka da se od ovih praznina može odmah proizvesti rolna ploča. Hladno valjani limovi se koriste za završnu dekorativnu završnu obradu prostorija. Tipičan primer su električne radio-merne laboratorije, gde se koristi zaštita od spoljašnjeg zračenja., sve vrste arhiva i muzeja sa posebno vrednim stvarima i predmetima istorijske vrednosti i drugo.
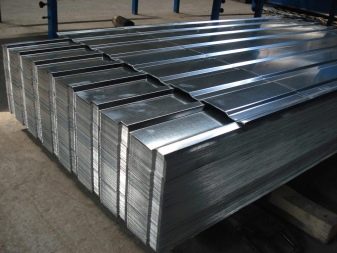
Uobičajeni primer je glatki ili profilisani lim u zemlji sa pocinkovanim premazom kao ograda ili krovna paluba.

Po preciznosti kotrljanja
Tačnost debljine je parametar kojim se prati stepen usklađenosti stvarne vrednosti debljine sa nomenklaturom. Određuje se vrednošću tolerancije - odstupanja od debljine navedene u skladu sa GOST-om, koja se ne može prekoračiti. Hladno valjani čelik u limovima se proizvodi u sledećim modifikacijama: VT - visokoprecizni limovi, AT - povećana tačnost lima, BT - osnovna preciznost blankova. Vruće valjani čelični lim se proizvodi u dve modifikacije: B - osnovna tačnost, A - povećana.
Flatness
Ravnost je karakteristika prema čijem kriterijumu je svaka tačka površine u kontaktu sa uzornim radnim predmetom. Prema GOST 19904, u sferi valjanja limova procenjuju se četiri stepena ravnosti: ultra-visoka, umereno visoka, poboljšana i normalna. Prema GOST 26877, valoviti padovi po 1 m2 površine takvog lista ne bi trebalo da prelaze nivo koji je naveden u standardima proizvodnje. Mlinovi za lasersku obradu, na kojima se izvode podrezivanje i kroz sečenje, perforacija zaliha limova ne toleriše ni najmanje nepravilnosti u listu. Hladno valjani limovi, čak i sa ravnomernim udarom osovine na toplo valjanu gredicu, gube oblik - obrisi duž ivica postaju neujednačeni.
Posle davanja optimalne ili maksimalne ravnosti, sveže valjani hladno valjani blankovi podležu proceduri lasersko-plazma sečenja. Kontrola ravnosti ploče se vrši pomoću iste laserske mašine uključene u režimu merača: najmanja nehomogenost tokom prostiranja kosog snopa (1 stepen nagiba u odnosu na horizont zemlje ili manje) odmah će odavati poremećene spljoštenost.
U skladu sa podacima dobijenim nakon sledećeg prolaza pri izvlačenju lima, vrši se dodatno "valjanje", nakon čega se list seče na ivicama u skladu sa klasom tačnosti dimenzionisanja (dužina i širina).

Po kvalitetu površine
Prethodni parametar po kojem su limovi klasifikovani - ravnost - uzima u obzir specifičan indeks neravnine lima. Sa njim je povezan stvarni kvalitet površine - odsustvo hrapavosti, "spekularnosti" i glatkoće radnog predmeta. Upotreba ovakvih listova je u visokopreciznoj opremi za koju je važan kvalitet rada.
Po stepenu izduženja
Stepen izduženja valjanja lima se deli na normalan i dubok. Istezanje lima je važno u proizvodnji ekspandiranih metalnih zalogaja, pri čemu je važno izbeći kidanje mrežaste strukture. Ako ipak dođe do rupture, onda se radni predmet smatra neispravnim i ne dozvoljava se u dalju, završnu fazu obrade - presovanje.
Normalni ili duboki stepen izduženja se bira u zavisnosti od parametara čelične legure, učestalosti (broja) zareza po kvadratnom centimetru (ili kvadratnom decimetru), dužine zareza i tako dalje.
Specifikacije
Dimenzije standardnog lima su 1250x2500, 1000x2000 mm, ali postoje i drugi blankovi pogodni za obradu na mašini za savijanje lima, na primer, 6x2 m, 12x2 m. Duži savijeni profilisani limovi se izrađuju po posebnoj porudžbini. Tipična debljina toplo valjanog lima kreće se od 2 do 3 mm, a dimenzije preko 12 mm se više ne smatraju limom, već čeličnom pločom. Tipične debljine lima su 0,6, 0,7, 0,8, 1, 1,5, 2, 2,5, 3,5, 4, 5, 6, 8 i 10 mm. Kvalitet čelika - St3, St4, fleksibilniji limovi su napravljeni od čelika sa ultra-niskim sadržajem ugljenika - St0 (težinski udio ugljenika je manji od 0,01%), St1 i St2.
Da bi se dala antikorozivna sposobnost, profil lima se podvrgava dodatnom jetkanju sumpornom kiselinom uz momentalno cinkovanje. Debljina pocinkovanog čelika može biti do 60 mikrona, ali tipično - za ograde, garaže i vazdušne kanale - smatra se pocinkovanim debljinom od 0,03-0,035 mm. Kvalitet proizvoda je određen klasom čelika koji se koristi kao osnova i kvalitetom premaza. "Krovno gvožđe" za pokrivanje krovova dodatno je prekriveno slojem prajmera i boje otporne na UV zračenje - na primer, metalne pločice mogu da traju i do 20 godina bez osipanja boje i pocinčavanja.

Popularni proizvođači
U Rusiji valjanje metala uglavnom obavljaju metalurške fabrike Urala, ali u istoj zemlji postoje i druge fabrike:
- Moskva "Elektrostal";
- Novolipecki metalurški kombinat;
- Puškinov pogon za proizvodnju metalnih proizvoda;
- Cherepovets Severstal;
- Iževsk "IzhStal";
- Novotroick Ural Steel;
- Volgograd "Crveni oktobar";
- Ašinski metalni pogon;
- Jekaterinburg "VIZ-Steel";
- Magnitogorski metalurški kombinat;
- Chelyabinsk MK;
- Novosibirski kombinat Kuzmin.
Strana preduzeća koja se nalaze u Kini i Sjedinjenim Državama, u nekim evropskim zemljama, takođe proizvode visokokvalitetne pocinkovane i nerđajuće čelične limove koji po kvalitetu nisu inferiorniji u odnosu na ruske proizvode, ali se cena praznih listova može razlikovati za 1,5-4 puta u zavisnosti od udaljenosti proizvodnog pogona.


Primena i skladištenje
Za ogradu i krov su pogodni listovi koji dostižu debljinu ne više od 2 mm. Nepraktično je koristiti deblji čelik kao valovitu ploču ili potpuno ravne obloge - ojačavajuća rešetkasta struktura dolazi da zameni ogradnu valovitu ploču. Preporučljivo je koristiti čelični lim debljine do 3 mm kao spoljne i unutrašnje ivice kapija i vrata.
Utovar i transport, podizanje autodizalicom ili viličarom vrši se u skladu sa sledećim pravilima.
- Da bi se izbeglo savijanje profilisanog lima, utovar i prenošenje se vrše u najmanje naslagama od po 10 komada.
- Uklanjanje profesionalnih praznina sa gomile, kao i njihovo polaganje jednog po jednog ručno, sprovode radnici u rukavicama od grube i guste tkanine. Nije dozvoljeno klizanje listova jedan preko drugog - pocinkovani premaz se može potpuno ukloniti. Ako lim nije pocinkovano ili farbano, onda se ne može poštovati zabrana klizanja praznina jedan preko drugog.
Skladištenje ravnih valjanih proizvoda nije dozvoljeno na otvorenom prostoru. Ovo se ne odnosi na limove od nerđajućeg čelika - oni mogu ležati pod otvorenim nebom decenijama bez ikakve korozije, jer se nerđajući čelik ne plaši vode.
Pocinkovani i farbani profilisani čelik u limovima se skladišti u ventilisanim natkrivenim skladištima.















Komentar je uspešno poslat.