Sve o bakarnoj žici

Najobičnije stvari, koje se široko koriste u tehnologiji i svakodnevnom životu, retko privlače veliku pažnju. A ovo je potpuno nezasluženo. Znati sve o bakarnoj žici korisno je čak i za najobičniju osobu, a ne za inženjera ili tehničara.
Posebnosti
Moderna bakarna žica izgleda kao isti proizvodi od drugih metala, slično tankom nizu. Tehnolozi u takvim slučajevima govore o veoma malom preseku. Najčešće se industrijska proizvodnja bakarne žice vrši toplom ili hladnom deformacijom.... U njegovom sastavu gotovo da nema nečistoća, trebalo bi da bude bakar izuzetno čistih razreda. Sadašnji GOST za bakarnu žicu stupio je na snagu 1. januara 1992. godine.
Prema standardu, proizvodnja treba da se odvija po principima važećih tehnoloških propisa. Normalizovani su prečnici, nivo odstupanja, blizina žice i šipki do oblika ovala. Površina proizvoda mora uvek biti čista i glatka. Nevažeći po standardu:
- pukotine;
- nedostaci kao što su zalasci sunca;
- pauze;
- valjani limovi (ako dubina prelazi standardna odstupanja od prečnika).


Ali ono što može biti prisutno bez kršenja utvrđenih normi:
- crvena područja koja su ostala nakon nagrizanja;
- bojenje tamnih tonova;
- male inkluzije tehnoloških maziva.
Neophodno je ukloniti preostala napona zateznog tipa. Ovo se postiže žarenjem na niskim temperaturama ili mehaničkim tretmanom. Otklanjanje takvih nedostataka je najvažnija komponenta u dizajnu tehnologije. Ne preporučuje se preplitanje žičanih redova i pojavljivanje pregiba. Vezivanje se vrši tako da se ne narušava gustina redova.
Samo jedan komad žice treba koristiti za 100% kalema, bubnja ili druge ambalaže.



Svojstva
Glavna prednost bakarne žice je njena mala otpornost. Zbog toga se aktivno koristi u elektroenergetskoj industriji i izgradnji različitih električnih uređaja. Proizvodnja žica je u velikoj meri olakšana visokom duktilnošću metala. Visokokvalitetni bakar se lako obrađuje u režimu visoke preciznosti. Formula legure se bira u različitim slučajevima pojedinačno, počevši od toga koja ciljna svojstva treba da se postignu. Tačka topljenja čistog bakra je 1083 stepena Celzijusa ili 1356 stepeni Kelvina. A gustina ovog metala je 2,07 g po 1 cm3. Zbog toga nije teško izračunati masu preko preseka:
- sa debljinom od 1,5 kvadratnih metara. mm. - 0,0133 kg po 1 m3;
- sa poprečnim presekom od 4 kv. mm. - 0,035 kg po 1 m3;
- sa poprečnim presekom od 6 kv. mm. - 0,053 kg po 1 m3.


Pregled vrsta
Konzervirana bakarna žica je prilično česta... Suština je da je kalajisana galvanizacijom. Sloj premaza može varirati od 1 do 20 mikrona, u zavisnosti od situacije. Međutim, na određenom proizvodu uvek je isto. Raslojavanje kalaja povećava otpornost na habanje, omogućavajući tanju žicu nego inače. Vek trajanja kalajisanih proizvoda je mnogo duži nego kod neobložene žice. Pored toga, takvom obradom se poboljšavaju i osnovne tehnološke karakteristike. Ali bilo bi veoma nepromišljeno proceniti prečnik samo sa stanovišta trajnosti materijala.

Debljina proizvoda direktno utiče na njegovu cenu. Dakle, u mnogim slučajevima je mnogo isplativije kupiti tanku žicu sa poprečnim presekom od 1 mm ili 2 mm. Ali to nije uvek moguće.Za proizvodnju žica takođe je potrebno uzeti u obzir nivo električnog otpora i otpornosti na toplotu. U mnogim kućnim aparatima čak morate koristiti bakarne provodnike sa poprečnim presekom od 3 mm, 4 mm, a ponekad i više. Sve zavisi od toga koliko jaka struja treba da se prođe kroz određeno kolo.
Za skriveno ožičenje i ugradnju unutar električnih uređaja potreban je deblji bakar nego kod spoljašnjeg polaganja.

Ozbiljan problem za mnoge „uradi sam“ zanatlije, pa čak i za industrijske radionice, jeste to što je izolovana bakarna žica izuzetno skupa.... Posebno je visoka cena zaštite emajla. Stoga, prilično često dobijaju "goli" metal i pokrivaju ga slojem izolacije laka. Ali samo obučeni stručnjaci ili pravi entuzijasti elektrotehnike mogu se nositi sa takvim poslom. Meka žica se dobija žarenjem, a ceni se uglavnom tamo gde je potrebno čvorati, savijati metal.
Ali i tvrde i meke vrste proizvoda mogu imati:
- квадрат;
- polukružna;
- ravni presek (suvišno je govoriti o tipičnom okruglom).



Za zakovice
Industrijski potrošači često kupuju kalemove i bubnjeve od bakarne žice za izradu zakovica. Prečnik i dužina ovih zakovica su veoma različiti. Pored čistog bakra, koriste i razne legure, uključujući i one koje sadrže fosfor. Posebnost je u tome što tokom oblikovanja proizvode bazu u obliku cilindra i kapu u obliku polukruga.... Veličina zakovica se veoma razlikuje i mora se odabrati pojedinačno. Proizvodi sa zakovicama su šuplji, dopunjeni podloškom, dizajnirani za angažovanje ili za udaranje.

Electrotechnical
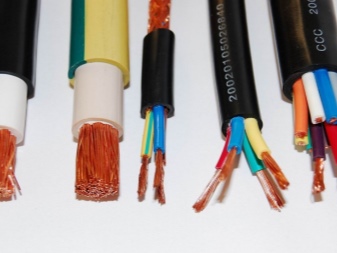
Uz pomoć ove vrste žice izrađuju se mrežne žice i kablovi za električne uređaje. Takođe se koristi u proizvodnji žica obloženih emajlom, mrežnih kablova za LAN protokol. Nominalni prečnik električne žice može biti 1,15-4,5 mm. Prilikom otpreme, namotaji u kutijama se ponekad pričvršćuju plastičnom trakom. Prilikom slanja žice u čeličnim korpama, na njih se namotava streč film.

Za elektrovakumsku industriju
Žica namenjena za to se ocenjuje prvenstveno takvim indikatorom kao što je gustina vakuuma... Određuje se sposobnošću određenih delova i delova da spreče usisavanje gasova i prodiranje drugih materija spolja. Zbog toga se posebna pažnja posvećuje otklanjanju minijaturnih pukotina i dlačica. Probleme mogu izazvati i pore i školjke koje komuniciraju sa spoljašnjom atmosferom. Upotreba metala koji sadrži nečistoće opasne po kvalitet vakuumske sredine je kategorički neprihvatljiva.
Zbog toga se žica za elektrovakuumsku industriju proizvodi uz strogu kontrolu koncentracije:
- cink;
- kadmijum;
- mangan;
- калај;
- fosfor;
- bizmut;
- antimona i niza drugih elemenata.

Ako pretpostavimo prisustvo takvih nečistoća, onda će tokom proizvodnje različitih proizvoda ispariti i stvoriti naslage na delovima u vakuumskoj šupljini. Granična koncentracija svih štetnih materija koje mogu da ispare tokom proizvodnje vakuumske opreme je 0,0001%. Uzimaju se u obzir ne samo čisti elementi, već i njihovi oksidi, oksidi. Koncentracija legirajućih aditiva je takođe strogo standardizovana, iu različitim toplotama u okviru iste serije može veoma malo da varira.
Legure bakra sa supstancama sa visokom tačkom topljenja obično se dobijaju mešanjem prahova i zatim njihovim sinterovanjem. U svakom slučaju, postoje samo tri ključne elektrovakuumske klase bakra - MV, MB, MVK. Prisustvo kiseonika je takođe normalizovano - ne više od 0,01% težine. Topljenje legure bakra i tantala vrši se u indukcionim vakuum pećima sa minimalnim rezidualnim pritiskom.
Naravno, samo iskusni inženjeri mogu izabrati određenu leguru i vrstu žice.

Заваривање
Bez obzira koliko je velika potražnja za bakarnom žicom u radiotehničkoj industriji, ona se ipak mnogo više koristi u zavarivanju. Pošto bakar i legure dobijene na njegovoj osnovi u tečnom stanju burno reaguju sa kiseonikom i vodonikom, koriste se samo u atmosferi inertnih gasova. Najbolji rezultati se dobijaju zavarivanjem u okruženju helijuma i argona... Ali, iz ekonomskih razloga, često koriste azot - uz veštu upotrebu, ispostavlja se da nije ništa gore. Bakarna žica se koristi u ručnom i poluautomatskom zavarivanju, kao iu potpuno automatizovanoj proizvodnji.
Ponekad se koristi i konvencionalno gasno zavarivanje sa takvom žicom.... Ali ovo je tipičnije za poslove koji ne zahtevaju posebnu odgovornost. Bakar je koristan za navarivanje kada se tretiranim površinama daju posebna dodatna svojstva (otpornost na habanje, otpornost na koroziju, itd.).
Proizvodi za zavarivanje inostrane proizvodnje su označeni u skladu sa AWS (SAD) standardom ili u skladu sa zahtevima EU.


Važno: vredi razlikovati bakreno punjenje i bakrenu žicu. Kada se stvara šav bez posebnih zahteva za čvrstoćom, koristi se industrijski bakar (na primer, proizvodi M1). Kuvanje konstantana, bakra se savetuje sa aditivima bakar-nikl. Evo još par utakmica:
- aditivi na bazi bakra i nikla su pogodni za bronzu dobijenu od aluminijuma;
- bakarno-silicijumska žica se koristi za rad sa silicijum-bakarnim, cink-bakarnim konstrukcijama, kao i za elektrolučno zavarivanje pocinkovanog čelika okruženog argonom;
- bakarno-kalajna žica je potrebna za električno povezivanje bronze na bazi kalaja u inertnom okruženju;
- mesing (L60-1, L63 i drugi) je potreban za izvođenje gasnog zavarivanja mesinga i prevlake na čeliku sa povećanom koncentracijom ugljenika.

Označavanje
Posebne oznake jasno pokazuju čemu služi bakarna žica:
- M1 ili M1r - automatizovano električno zavarivanje u hemijski stabilnom okruženju, dobijanje elektroda;
- M2r - gasno zavarivanje univerzalnih bakarnih proizvoda;
- MSr1 - odgovorno gasno zavarivanje (kao i proizvodnja električnih uređaja);
- MNŽ5-1 - proizvodnja elektroda za zavarivanje;
- BrAMts9-2 - ručno zavarivanje nekih legura u zaštitnom okruženju, ručno i mehanizovano navarivanje na čelik;
- BrKh0.7 - autoelektrično zavarivanje bronze na bazi hroma ispod sloja fluksa;
- MML - za električne svrhe i provodne provodnike;
- MS - stvaranje nadzemnih komunikacionih linija.

Gde se primenjuje?
Zavisi od vrste metala; žica M1 se može koristiti za uzemljenje. Odlikuje ga ne samo odlična električna provodljivost, već i odlična provodljivost toplote. Ovaj proizvod će se saviti bez ikakvih problema. Na osnovu žice M1 izrađuju se različite žice za vazdušni i pomorski transport, za kriogenu opremu. Ali električna okrugla žica je potrebna za primanje:
- namotavanje elektromotora;
- gajtani;
- kablovi i žice.



Gore detaljno rastavljena žica za zavarivanje se koristi kao spoj poluprovodničkih elemenata, tokom žarenja i obrade silicijumskih kristala. Pored ovih aplikacija, bakarna žica je potrebna za:
- drobljenje stubova;
- prijem zakovica, eksera i drugog pribora;
- izrada građevinskih konstrukcija i štamparskih mašina;
- proizvodnja aparata za laku industriju;
- proizvodnja bižuterije i dekorativne robe;
- stvaranje lanaca, prstenova, narukvica, perli;
- neke medicinske intervencije (samo spolja!).


Kako očistiti?
Čak i najbolja bakarna žica je neizbežno obložena oksidima u svakodnevnoj upotrebi. Na njemu se mogu akumulirati i drugi zagađivači. Veoma dobar način čišćenja je stavljanje žice u 70% rastvor sirćeta. U takvom rešenju, prljavi predmet mora biti kuvan; tečnost treba da bude malo iznad nivoa metala."Kuvanje" traje 30 minuta, nakon čega se žica ispere vodom i oksid se iz nje uklanja čisto mehanički.
Mala kontaminacija se uklanja kečapom od paradajza. Ali ne možete računati na čišćenje na ovaj način u slučaju ozbiljne oksidacije. Najefikasnija opcija je odavno prepoznata da se koristi rastvor amonijaka (u koncentraciji od 10%). Neophodno je držati deo u takvom rastvoru ne više od 10 minuta. Nakon obrade, temeljno se pere i mehanički čisti.


Za informacije o tome kako napraviti eksere ili zakovice od bakarne žice, pogledajte sledeći video.













Komentar je uspešno poslat.