Klasifikacija i izbor žice za zavarivanje

Radovi zavarivanja mogu biti automatski i poluautomatski i obavljati se sa različitim materijalima. Da bi rezultat procesa bio uspešan, ima smisla koristiti posebnu žicu za zavarivanje.


Šta je to i čemu služi?
Žica za punjenje je metalna nit, obično namotana na kalem. Definicija ovog elementa ukazuje da on uglavnom doprinosi stvaranju jačih šavova, bez pora i neravnina. Upotreba filamenta obezbeđuje proizvodnju sa minimalnom količinom otpada, kao i sa niskim nivoom formiranja šljake.
Uređaj je fiksiran u napajaču, nakon čega se žica isporučuje u područje zavarivanja u automatskom ili poluautomatskom režimu. U principu, može se hraniti i ručno jednostavnim odmotavanjem zavojnice.
Zahtevi za materijal za punjenje se ne odnose samo na kvalitet, već i na pogodnost delova koji se obrađuju.
Pregled vrsta
Klasifikacija žice za zavarivanje vrši se u zavisnosti od karakteristika, svojstava i zadataka koje treba izvršiti.
По договору
Pored žica opšte namene, postoje i sorte za posebne uslove zavarivanja. kao opcija, metalni navoj može biti projektovan za postupak sa prinudnim formiranjem vara, za rad pod vodom ili korišćenjem tehnologije kupatila. U ovim slučajevima, žica mora imati ili poseban premaz ili poseban hemijski sastav.

Po strukturi
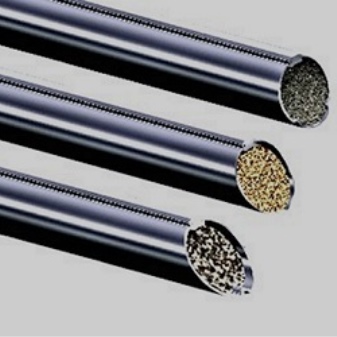
Prema strukturi žice, uobičajeno je razlikovati čvrste, praškaste i aktivirane sorte. Čvrsta žica izgleda kao kalibrirano jezgro pričvršćeno za kalemove ili kasete. Moguće je i polaganje u redove u koturovima. Ponekad su šipke i trake alternativa takvoj žici. Ovaj tip se koristi za automatsko i poluautomatsko zavarivanje.
Žica sa fluksom izgleda kao šuplja cev ispunjena fluksom. Naprotiv, ne bi trebalo da se koristi na poluautomatskim mašinama, jer se ispostavlja da je povlačenje navoja teško. Štaviše, dejstvo valjaka ne bi trebalo da transformiše okruglu cev u ovalnu. Aktivirani film je takođe kalibrisano jezgro, ali sa dodatkom komponenti koje se koriste za žice sa punjenim jezgrom. Na primer, može se ispostaviti da je tanak sloj.

Po tipu površine
Film za zavarivanje može biti bakarovan i ne-bakar. Filamenti obloženi bakrom poboljšavaju stabilnost luka. Ovo se dešava zato što svojstva bakra doprinose boljem snabdevanju strujom zone zavarivanja. Pored toga, smanjen je otpor napajanja. Žica bez bakra je jeftinija, što je njena glavna prednost.
Međutim, neprevučena nit može imati poliranu površinu, što ga čini nekom vrstom srednje veze između dve glavne sorte.

Po sastavu
Važno je da se hemijski sastav žice poklapa sa sastavom materijala koji se obrađuje. Зато U ovoj klasifikaciji postoji veliki broj tipova filamenta za punjenje: čelični, bronzani, titanijumski ili čak legirani, koji se sastoje od nekoliko elemenata.

Po broju legirajućih elemenata
Opet, u zavisnosti od količine legirajućih elemenata, žica za zavarivanje može biti:
- niskolegirani - manje od 2,5%;
- srednje legirani - od 2,5% do 10%;
- visoko legirani - više od 10%.
Što je više legiranih elemenata u sastavu, to su bolje karakteristike žice. Otpornost na toplotu, otpornost na koroziju i drugi pokazatelji su poboljšani.


Po prečniku
Prečnik žice se bira u zavisnosti od debljine elemenata koji se zavaruju. Što je manja debljina, manji, respektivno, treba da bude prečnik. U zavisnosti od prečnika, određuje se i parametar za veličinu struje zavarivanja. Dakle, sa ovim indikatorom manjim od 200 ampera, potrebno je pripremiti žicu za zavarivanje prečnika 0,6, 0,8 ili 1 milimetar. Za struju koja ne prelazi 200-350 ampera, pogodna je žica prečnika 1 ili 1,2 milimetra. Za struje od 400 do 500 ampera potrebni su prečnici jednaki 1,2 i 1,6 milimetara.
Takođe postoji pravilo da je prečnik od 0,3 do 1,6 milimetara pogodan za delimično automatski proces koji se sprovodi u zaštitnom okruženju. Prečnik u rasponu od 1,6 do 12 milimetara je pogodan za stvaranje elektrode za zavarivanje. Ako je prečnik žice 2, 3, 4, 5 ili 6 mm, onda se materijal za punjenje može koristiti za fluksiranje.


Označavanje
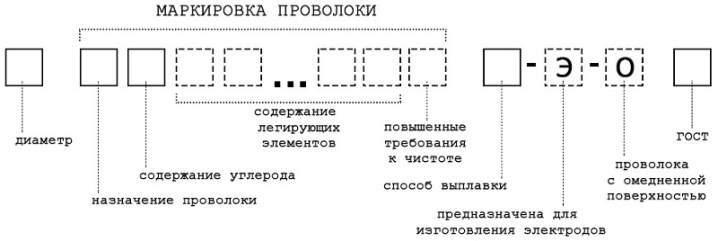
Označavanje žice za zavarivanje određuje se u zavisnosti od klase materijala koji zahteva zavarivanje, kao i od uslova rada. Označen je u skladu sa GOST i TU. За da biste razumeli kako se dekodiranje vrši, možete razmotriti primer žice marke Sv-06X19N9T, koji se često koristi u električnom zavarivanju, pa je stoga veoma popularan. Kombinacija slova "Sv" označava da je metalni navoj namenjen samo za zavarivanje.
Nakon slova sledi broj koji označava sadržaj ugljenika. Brojevi "06" označavaju da je sadržaj ugljenika 0,06% ukupne težine materijala za punjenje. Dalje možete videti koji materijali su uključeni u žicu i u kojoj količini. U ovom slučaju to je "H19" - 19% hroma, "H9" - 9% nikla i "T" - titanijum. Pošto pored oznake titanijuma nema cifre, to znači da je njegova količina manja od 1%.
Popularni proizvođači
U Rusiji se proizvodi više od 70 marki žice za punjenje. Bars robne marke proizvodi Barsweld, koji posluje od 2008. godine. Asortiman uključuje žice od nerđajućeg čelika, bakra, punjene jezgrom, bakrene i aluminijumske žice. Materijal za punjenje je proizveden korišćenjem inovativnih tehnologija. Drugi ruski proizvođač metalnih niti je InterPro LLC. Proizvodnja se vrši na italijanskoj opremi koristeći specijalna uvezena maziva.
Žica za zavarivanje se takođe može proizvoditi u ruskim preduzećima:
- LLC SvarStroyMontazh;
- Sudislavl fabrika materijala za zavarivanje.


Kineska preduzeća su široko zastupljena na tržištu punila. Njihova glavna prednost je kombinacija prosečne cene i dobrog kvaliteta. Na primer, govorimo o kineskoj kompaniji Farina, koja proizvodi žice za rad sa ugljeničnim i niskolegiranim čelicima. Ostali kineski proizvođači uključuju:
- Deka;
- Bizon;
- AlfaMag;
- Yichen.


Kako odabrati?
Prilikom izbora materijala za punjenje potrebno je uzeti u obzir dva osnovna pravila. Kao što je već pomenuto, važno je da sastav žice bude što sličniji sastavu delova koji se zavaruju. Na primer, za crne metale i legure bakra, koristiće se različite varijacije. Preporučljivo je osigurati da sastav, ako je moguće, ne sadrži sumpor i fosfor, kao i rđu, boju i bilo kakvu kontaminaciju.
Drugo pravilo se odnosi na tačku topljenja: za materijal za punjenje, trebalo bi da bude nešto niže nego za prerađene proizvode. Ako se pokaže da je tačka topljenja žice viša, onda će delovi izgoreti. Takođe je vredno osigurati da se žica ravnomerno proteže i da će moći u potpunosti da popuni šav.Prečnik punila treba da odgovara debljini metala koji se zavari.
Inače, materijal žice mora odgovarati materijalu obloge.

Saveti za korišćenje
Skladištenje žice za punjenje ne može se odvijati u uslovima visoke vlažnosti. Materijal za punjenje u originalnom pakovanju može se čuvati na temperaturama između 17 i 27 stepeni, uz nivo vlažnosti od 60%. Ako se temperaturni opseg podigne na 27-37 stepeni, onda maksimalna relativna vlažnost, naprotiv, pada na 50%. Neupakovano predivo može se koristiti u radionici 14 dana. Međutim, žica će morati biti zaštićena od prljavštine, prašine i naftnih proizvoda. Ako se zavarivanje prekine duže od 8 sati, kasete i koluti moraju biti zaštićeni plastičnom kesom.
Pored toga, upotreba materijala za punjenje zahteva preliminarni proračun stope potrošnje. Najpogodnije je planirati potrošnju žice po metru priključka koji se puni. Ovo se radi prema formuli N = G * K, gde je:
- N je norma;
- G je masa površine na gotovom šavu dužine jedan metar;
- K je faktor korekcije, koji se određuje u zavisnosti od mase deponovanog materijala na potrošnju metala potrebnog za zavarivanje.


Da biste izračunali G, morate pomnožiti F, y i L:
- F - označava površinu poprečnog preseka priključka po jednom kvadratnom metru;
- y - odgovoran je za gustinu materijala koji se koristi za izradu žice;
- umesto L, koristi se broj 1, pošto se stopa potrošnje izračunava po 1 metru.
Nakon izračunavanja N, indikator se mora pomnožiti sa K:
- za donje zavarivanje, K je 1;
- sa vertikalnim - 1,1;
- sa delimično vertikalnim - 1,05;
- sa plafonom - 1.2.

Vredi napomenuti, ne želeći da vršite proračune prema formuli, na Internetu možete pronaći poseban kalkulator za potrošnju materijala za zavarivanje. Dodavač žice se obično sastoji od elektromotora, menjača i sistema valjaka: dovodnih i potisnih valjaka. Možete to učiniti sami ili kupiti gotov uređaj. Ovaj mehanizam je odgovoran za transport materijala za punjenje do zone zavarivanja.
Takođe treba napomenuti da žica za gasno zavarivanje acetilenom mora biti bez rđe ili ulja. Tačka topljenja mora biti jednaka ili niža od tačke topljenja materijala koji se obrađuje.
Ako je nemoguće pronaći žicu za zavarivanje odgovarajuće kompozicije, u nekim slučajevima se može zameniti trakama materijala istog razreda kao i materijal koji se obrađuje. Zahtevi za metalne filamente za zavarivanje ugljen-dioksidom su slični.


U sledećem videu ćete naći uporedni test žice za zavarivanje od 0,8 mm.













Komentar je uspešno poslat.