Sve o EDM mašinama

Ručna obrada materijala sa gustom strukturom je neproduktivna, jer zahteva mnogo rada i ne garantuje visoku tačnost. Među jedinicama koje mogu u određenoj meri ili potpuno (u zavisnosti od tipa i modela) da automatizuju rad, mašine sa električnim pražnjenjem (EE). Oni nisu toliko poznati, iako se odlikuju jedinstvenim sposobnostima, što ih pozitivno izdvaja među masom njihovih "kolega" u parku mašina alatki. Reći ćemo vam o mogućnostima, principu rada i oblastima primene elektroerozivnih jedinica u predstavljenom materijalu.

Uređaj i princip rada
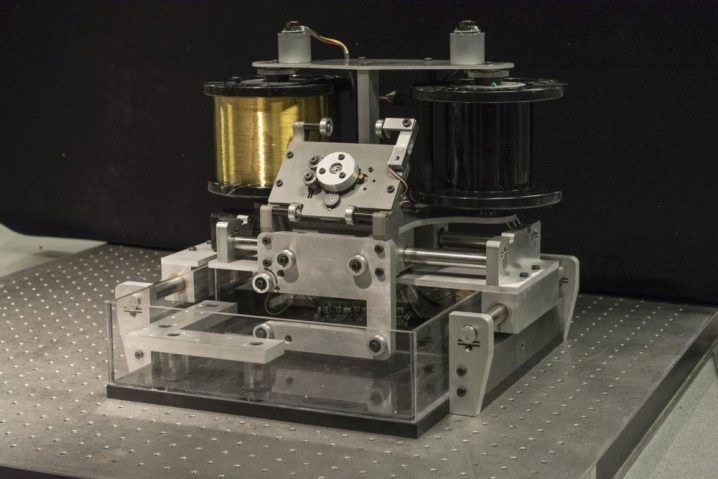
Moderna jedinica za mašinsku obradu metala sa električnim pražnjenjem (EDM) sadrži nekoliko jedinica u svojoj strukturi.
-
Čuvar bubnja.
-
Žičani bubanj.
-
Radni sto od (pokretnog) žičanog bubnja.
-
Granični prekidači za podešavanje nanošenja namotane žice na kotur, i tasteri za promenu smera rotacije.
-
Podešavanje dovoda rashladne tečnosti na dnu i na vrhu.
-
Kontrolna tabla jedinice.
-
Oprema razvodne table mašine.
-
Konusni nosači jedinice podesivi po visini.
-
Baza od livenog gvožđa.
-
Montažne rupe.
-
Točak za vertikalno hranjenje gornjeg rukava.
-
Kolona.
-
Lampa za osvetljenje.
-
Uređaj koji vam omogućava da nagnete žicu.
-
Donji krak sa 2 okretna valjka i jednom karbidnom elektrodom.
-
Zaštita od prskanja radne površine.
-
Nadlaktica sa 3 okretna valjka i 2 karbidne elektrode.
-
Točkovi za hranjenje radnog stola.


Hajde da razmotrimo princip rada elektroerozivnih jedinica.
Praćena oprema radi po metodi tzv. kontrolisanog uništavanja metalnih proizvoda i obradaka izlaganjem njima električnim pražnjenjima. Pre početka rada elektroerozivne jedinice, radni predmet se postavlja u držač posebno dizajniran za ovo i čvrsto je fiksiran. Nakon toga se napaja električna struja - impulsivno, u odvojenim pražnjenjima.

U ovom slučaju, samo jedna elektroda se postavlja na mašinu, pošto sam radni predmet igra ulogu 2. elektrode.
Као што видите, princip rada elektroerozivnih jedinica je prilično jednostavan i jasan... Ove mašine omogućavaju laku promenu konfiguracije, dimenzija, oblika raznih delova i obradaka, ako su napravljeni od metala sa visokom električnom provodljivošću.

Sa ovom opremom možete raditi sa sledećim materijalima:
-
kaljeni čelik;
-
хром;
-
titanijum;
-
legure visoke čvrstoće;
-
grafit;
-
композитни материјали.

Zahvaljujući upotrebi ove opreme za obradu delova ili obradaka, moguće je isključiti mehanički uticaj na površinu materijala.
Pored toga, specifičnost principa njegovog rada omogućava da se napusti potreba za korišćenjem rotirajućih ili drugih pokretnih elemenata.
Mašine su veoma tražene na tržištu zbog brojnih pozitivnih kvaliteta.
-
Visok nivo automatizacije. Operater koji upravlja opremom može, po sopstvenom nahođenju, da podesi ključne parametre obrade: pritisak, brzinu i još mnogo toga. Nakon svega ovoga, jedinica će raditi u automatizovanom režimu.
-
Svestranost.Pored svoje specifične namene, može se na isti način praktikovati i za završnu obradu proizvoda, za volumetrijsko kopiranje, sečenje i druge operacije.
-
Pouzdanost i dug radni vek.
-
Produktivnost. Savremene mašine garantuju visok kvalitet obrade proizvoda za kratko vreme.
-
Visok stepen sigurnosti. Proizvođači daju sve od sebe da minimiziraju rizike koji proizilaze iz upotrebe njihove opreme.
-
Sve ove prednosti su izuzetno značajne, ali su karakteristične samo za opremu pouzdanih proizvođača.


Ali postoje i nedostaci.
-
Pri radu je neophodan vodeni dielektrik, što u nekim situacijama onemogućava korišćenje elektroerozivne jedinice ili otežava njen rad.
-
Na preciznost mašine i hrapavost gotove površine utiče nekoliko faktora koji se ne mogu uvek kontrolisati.
-
Još uvek je nemoguće precizno predvideti stepen istrošenosti i ukupnu potrošnju elektroda.
-
EDM mašine, uključujući desktop mini-mašine, nisu jeftine. Njihova upotreba ima smisla kada zadaci koji se njima rešavaju zahtevaju često pružanje. Ili kada je proizvodnja povezana sa skupim proizvodima, materijalima, a ne postoji način da se kompletno promeni agregat, rezervni deo i sl. Na primer, potrebno je ukloniti polomljene slavine sa skupog mehanizma, ili je u autoservisu potrebno stalno skidati polomljene zavrtnje glavčine i slično.

U ovom slučaju, kupovina EDM jedinice se brzo isplati.
Opis vrsta
По договору
Prema svojoj nameni, erozioni agregati se dele na nekoliko tipova.
-
Jedinice za šivanje i kopiranje-šivanje. Vežbano za probijanje i obeležavanje delova, pravljenje rupa, uključujući duboke rupe. Mašine za potapanje mogu napraviti volumetrijske proizvode - da ponovo kreiraju projekciju crteža na metalu sa submikronskim nivoom konvergencije. Bavi se u medicinskom, telekomunikacijskom i vazduhoplovnom sektoru.


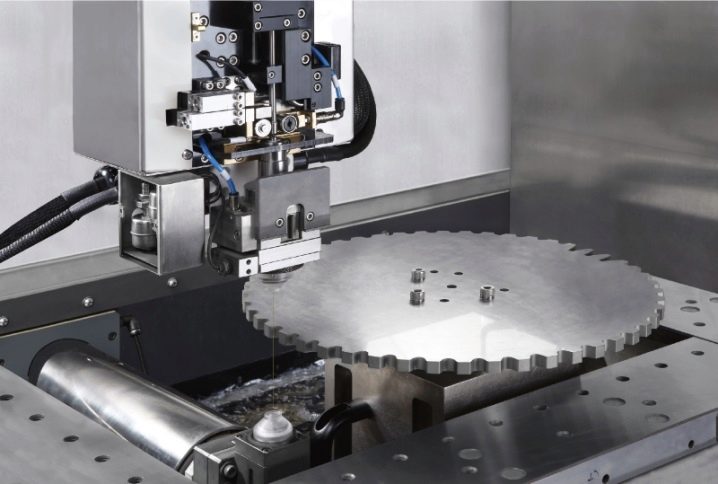
- Žičani agregati. Rade sa proizvodima složene konfiguracije od čvrstih materijala. Oni mogu da obavljaju operacije koje nisu dostupne za mašine za glodanje: izrezati mali prazan prostor gde je nemoguće pričvrstiti glodalo. Uvežbava se pri izradi alata za automobilsku industriju i industriju izrade instrumenata. Agregat može uspešno da izvede kako preliminarne operacije tako i završnu površinsku obradu, koja zahteva visoku preciznost, delova od različitih elektroprovodljivih materijala, uključujući i tvrde legure.

- Superbušilice elektroerozivnog principa delovanja. U suštini, ovo je EDM jedinica za bušenje - umesto uobičajenih uređaja u obliku upuštača i slavina, za stvaranje dubokih rupa koriste se cevaste elektrode. Oni omogućavaju dobijanje ultra tankih rupa bilo koje dubine u ultra jakim materijalima.


- Jedinice testere velike brzine. Kao elektroda se koristi mekana metalna traka. Oni su u stanju da seku bilo koji električno provodljivi materijal, bez obzira na njegovu čvrstoću i tvrdoću, bez podvrgavanja radnog predmeta deformaciji. Praksa u eksperimentalnim laboratorijama, metalurgiji, vazduhoplovnoj industriji.


Po načinu dobijanja pražnjenja
Prema načinu dobijanja električnog pražnjenja, mašine se dele na nekoliko varijeteta.
-
Искра. Mala snaga, precizno sečenje. Vežban za preciznu mašinsku obradu proizvoda.
-
Puls. Povećana energija pražnjenja smanjuje tačnost i povećava površinu toplotne obrade. Uvežbava se prilikom obrade velikih aviona bez preciznih zahteva.
-
Električni luk. Obezbeđuje visoku produktivnost i delimično očvršćavanje. Vežbajte rad sa velikim delovima. Zahteva završno brušenje ili poliranje.


Vrhunski proizvođači
Proizvođači jedinica ovog tipa su i azijske i evropske zemlje. Iako služe istoj svrsi, mašine različitih proizvođača se u velikoj meri razlikuju po funkcionalnosti i ceni.
Ako je oprema iz Kine i Južne Koreje mnogo jeftinija od evropske opreme, onda ovu drugu proizvode proizvođači na višem nivou kvaliteta sa višim stepenom automatizacije radnih procesa.
"ARTA"
Domaći proizvođači proizvode preciznu opremu "ARTA" za EEE metala. NPK "Delta-Test" danas se smatra liderom u Ruskoj Federaciji u proizvodnji opreme ovog tipa. Proizvodnjom novih agregata, kompanija modernizuje opremu ranije u proizvodnji.

Sodick
Ova kompanija je dobro poznata na tržištu savremene opreme, koja proizvodi CNC mašine za sečenje žice EDM. Posedujući visoke tehnološke karakteristike, oprema ove kompanije se praktikuje za obradu metala sa visokom (višom od gvožđa) tačkom topljenja i monokristalnih materijala. Pomoću ovih jedinica proizvode se perforirane cevi i paneli, radni delovi mašina za kopiranje, žigovi sa trodimenzionalnim mernim profilima, pečati od kermeta. Profesionalci koji koriste ovu opremu lako uspevaju da kreiraju kamere i njihove prototipove, elektrode-alatke za kopiranje i šivenje jedinica.


Mitsubishi
Mitsubishi MV1200S mašina za rezanje žice omogućava izvođenje najsloženijih radova na mašinskoj obradi proizvoda bilo koje konfiguracije, napravljenih od različitih provodljivih materijala. Aktivnim radom ove mašine alatke u savremenoj proizvodnji, troškovi nabavke donose pozitivan efekat za kratko vreme.

Agie
Agie EDM oprema se proizvodi u Švajcarskoj i uspešno se takmiči sa drugim sličnim modelima. Sa svojim malim dimenzijama na ovoj jedinici, moguće je obavljati najsloženije radove na preradi karbidnih delova za različite namene u automatskom režimu upravljanja.

Pribor i potrošni materijal
EDM mašine su oprema visoke tehnologije. Međutim, da biste povećali tačnost obrade i udobnost rada, možete kupiti dodatnu opremu:
-
stezni uređaji - noseće stege, 3-osni kontrolni uređaji, škripci, stezne glave;
-
desktop okvir;
-
trake za pričvršćivanje;
-
podesive ploče;
-
ugaoni blokovi;
-
držači elektroda i druge komponente.
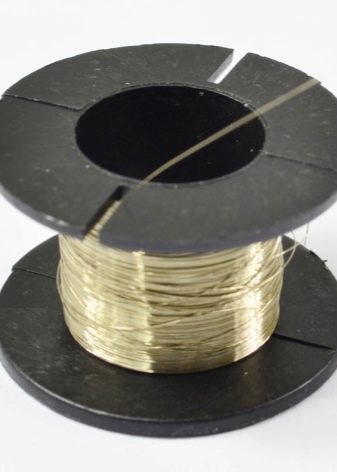
Za proizvodnju visokokvalitetnih delova od posebno jakih metala potrebni su sledeći potrošni materijali za elektroerozivne jedinice:
-
mesingana žica (dozvoljena je opcija sa prskanjem cinka) preseka od 0,1, 0,2, 0,25 mm;
-
molibdenska žica sa poprečnim presekom od 0,14 milimetara (proizvedena u namotajima od 200 metara svaki od 32 kilograma);
-
mesingana ili bakarna cev (elektroda) prečnika od 0,5 do 6 milimetara i dužine od 30 do 40 centimetara, mesing može imati od jedne do 3 rupe;
-
modularne cevi za rashladnu tečnost, koje su napravljene od visokokvalitetnih polimera.

Dielektrična tečnost
Koristi se za čišćenje proizvoda od mikročipova nakon erozije. Dielektrična tečnost ima nekoliko namena. Radi kao poluprovodnik između radnog predmeta i elektrode za održavanje stabilnih i kontrolisanih uslova jonizacije iskre. Ovo je neophodno za održavanje elektrode, radnog predmeta, radnog stola na stabilnoj temperaturi.
Takođe se koristi dielektrična tečnost za ispiranje ostataka pepela koji nastaju tokom obrade.

Filteri
Rezanje pojedinačnih materijala brzo će začepiti filtere. Na primer, kada se proizvedeni proizvodi seku prskanjem praha, unutrašnji džep može biti ispunjen raspršenim metalnim prahom koji slobodno teče. Njegovo naglo ispuštanje u tečnost može začepiti filter.

Jonoizmenjivačka smola
U EE tretmanu, dejonizaciona (jonska razmena) smola se koristi za prečišćavanje dielektrika (vode) u agregatima. Njegova struktura je odnos između visine sloja katjona i anjona. U zavisnosti od ove ravnoteže (uglavnom), određuje se radni vek i kvalitet prečišćavanja dielektrika (vode) koji se koristi u jedinici.

Oblasti upotrebe
Predstavljena grupa jedinica je dizajnirana za prostornu obradu metala sa najvećom preciznošću. Mašina vrši konturisanje mehanizama, delova, sklopova od materijala visoke električne provodljivosti. To su čelične, bakarne, aluminijumske gredice različite tvrdoće, obojeni metali, tvrde legure.

EDM jedinice rezane žice se praktikuju za proizvodnju opreme, alata, delova složene geometrijske konfiguracije: kopir aparati, oblikovani sekači, tokari, matrice, bušilice, kontinuirano se koriste u uslovima masovne i male proizvodnje. Ključna karakteristika dizajna ove opreme je upotreba koordinata na linearnim motorima sa preciznim šinskim vođicama.


Mašine su opremljene preciznim linearnim enkoderima. Ovo omogućava postizanje najvišeg stepena tačnosti prilikom kreiranja posebno kritičnih delova.
Ako govorimo o pirsing elektroerozivnim jedinicama, onda se obično koriste tamo gde je potrebno označavanje proizvoda ili je potrebno napraviti tehnološke rupe.















Komentar je uspešno poslat.