Sve o strugovima za sečenje šrafova

Poznavanje svega o strugovima za rezanje šrafova je prilično korisno za organizovanje kućne radionice ili malog biznisa. Neophodno je razumeti karakteristike uređaja, sa glavnim jedinicama i namenom mašina sa i bez CNC-a. Pored onoga što je uopšteno, moraćete da proučite univerzalne modele desktopa i druge opcije, posebnosti rada sa njima.
Шта је то?
Svaki strug za rezanje šrafova je dizajniran za obradu čelika, livenog gvožđa i drugih radnih predmeta. Ovaj postupak specijalisti nazivaju sečenjem. Takvi uređaji vam omogućavaju brušenje i mlevenje delova. Oni uspešno formiraju žlebove i obrađuju krajeve. Takođe, svrha struga za rezanje šrafova uključuje:
- bušenje;
- udubljenje;
- postavljanje otvora i staza;
- vršeći niz drugih manipulacija.
Opšti princip uređaja je izuzetno jednostavan. Radni predmet koji se obrađuje je stegnut horizontalno. Počinje da se okreće u datom trenutku. Ovim pokretom sekač uklanja nepotreban materijal. Ali prividna jednostavnost opisa ne dozvoljava da se zanemari prilično velika složenost izvršenja.


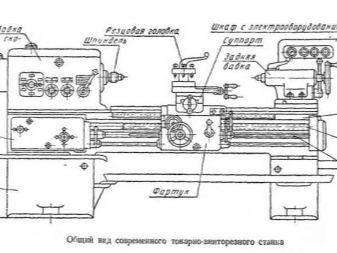
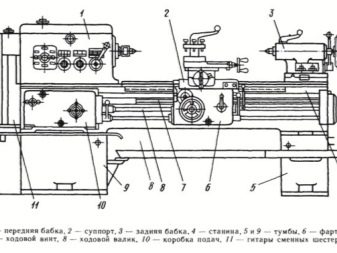
Strug za sečenje šrafova može pouzdano da radi samo ako je veoma pažljivo sastavljen od dobro spojenih elemenata. Glavni čvorovi u šemi takvog aparata su:
- подршка;
- tvrdoglava baba;
- krevet;
- glava vretena;
- električni deo;
- pogonsko vratilo;
- gitare sa zupčanicima;
- kutija odgovorna za podnošenje;
- olovni vijak.
Uprkos prilično kalibriranoj strukturi zasnovanoj na tipičnim delovima, određene mašine mogu značajno da variraju. Mnogo zavisi od tačnosti tokom rada. Vreteno (poznato i kao frontalni) naglavak sprečava pomeranje radnog predmeta koji se obrađuje. Takođe prenosi rotacioni impuls sa električnog pogona. U unutrašnjem delu je skriven sklop vretena - zašto je, u stvari, tako nazvan.
Uporna, ona je i zadnja, glava za glavu vam omogućava da popravite radni predmet. Uloga klizača je da pomera držač alata (zajedno sa samim radnim alatom) u uzdužnoj i poprečnoj ravni u odnosu na osu mašine. Blok čeljusti je uvek veći od ostalih delova. Držač rezača se bira prema kategoriji uređaja.
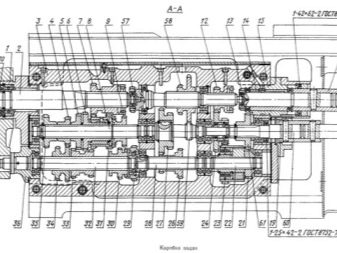
Menjač utiče na prenos impulsa na sve delove, a samim tim i na funkcionisanje sistema uopšte.


Takve kutije mogu da se ugrade u tela nosača ili da se nalaze u odvojenim delovima tela. Tempo se podešava korak po korak ili u kontinuiranom režimu, što je unapred određeno nijansama dizajna. Glavna glumačka karika kutije su zupčanici. Takođe uključuje prenos sa klinastim kaišem i električni motor sa rikvercom. Pored toga, vredi napomenuti kvačilo i ručku za promenu brzine.
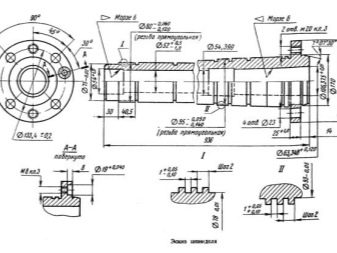
Vreteno se može smatrati izuzetno važnim elementom. To je deo sa tehničkom konfiguracijom osovine i ima konusni kanal za držanje delova. Svakako je jak i izdržljiv, jer je napravljen od odabrane legure čelika. Tradicionalistički pristup podrazumeva upotrebu visoko preciznih kotrljajućih ležajeva u dizajnu elementa vretena. Za postavljanje šipke potrebna je konusna šupljina na kraju, koja ponekad obezbeđuje nokaut centralnog dela.
Ležište struga za zavrtnje dobija se livenjem od livenog gvožđa. Za izradu žlebova, po potrebi, koristite alat za obeležavanje, matrice, sečenje i druge uređaje. Kontrolne jedinice sadrže razne ključeve i ručke, uključujući i one koje vam omogućavaju da podesite čeljust. Modeli sa CNC-om su komplikovaniji od klasičnih, ali mogu da obavljaju manipulacije nedostižne za njih i da deluju u nekim slučajevima bez pomoći operatera. Vrijedno je naglasiti ulogu kecelje - unutar nje se nalaze mehanizmi koji pretvaraju rotaciju vijčanog sklopa i tehničke osovine u napredno kretanje potpornog aparata.

Pregled vrsta
Po masi
Vijčani strug se može koristiti u lokalnim privatnim preduzećima, za potrebe domaćinstva. Takvi modeli su obično relativno lagani. Velika i teška vozila su projektovana uglavnom za industrijsku proizvodnju. Uređaji koji nisu teži od 500 kg smatraju se lakim.
Oprema srednje veličine igra važnu ulogu u industriji. Teži do 15.000 kg. Najveći industrijski dizajni teže između 15 i 400 tona. U ovom slučaju se obično ne nailazi na visok nivo tačnosti jer tolerancije više nisu toliko značajne.
Veoma moćna oprema je instalirana u velikim fabrikama i fabrikama, ali se ne koristi u segmentu domaćinstva.


Po maksimalnoj dužini dela
U osnovi, lake mašine komuniciraju sa delovima prečnika ne više od 50 cm. Oprema srednjeg nivoa može da rukuje radnim komadima dužine do 125 cm. Najduža dužina dela je unapred određena rastojanjem između centralnih tačaka mašine. Sa istim poprečnim presekom, mašine mogu da rade i dugačke i relativno kratke strukture. Rasprostranjenost preko najvećeg prečnika delova je posebno velika - od 10 do 400 cm, tako da ne postoje univerzalne mašine koje rade sa radnim predmetima bilo kog preseka.


Po učinku
Važna tačka u klasifikaciji opreme za rezanje šrafova je njena tehnička produktivnost. Uobičajeno je da se uređaji dodeljuju za:
-
proizvodnja malih serija;
-
serije srednjeg obima;
-
velika transportna proizvodnja.
Marke strugova za rezanje šrafova su prilično raznovrsne. Proizvode se u mnogim zemljama. Štaviše, deo opreme se aktivno koristi od perioda SSSR-a i još uvek nije izgubio svoju relevantnost. Kada se upoznate sa opisom tehnike, važno je saznati da li je dizajnirana za radnu ili podnu montažu, koje su karakteristike instalacije uopšte. Što se tiče CNC mašina, ovo praktično nije alternativno rešenje - čak i za kućnu upotrebu, "čisto ručna" oprema se koristi izuzetno retko.


Top Models
Prikladno je započeti pregled sa "Kalibar STMN-550/350"... Iako je takav uređaj lagan, u njegovom kompaktnom telu postoje prilično ozbiljne mogućnosti. Sakupljanjem i konfigurisanjem u skladu sa uputstvima, možete garantovati tačnost rada. Tehnički servis je potreban nakon svakih 50 sati rada. Кључне карактеристике:
- rastojanje između centara 35 cm;
- presek radnog predmeta preko kreveta do 18 cm;
- ukupna težina 40 kg;
- broj obrtaja - 2500 u minuti;
- gumene noge u osnovnom kompletu;
- plastične ručke;
- Morzeov konus br. 2.



Za jednostavnu obradu metala možete koristiti i mašinu Kraton MML 01. Ovaj uređaj je veoma lako održavan. Problem je upotreba plastičnih zupčanika. Zamenivši ih livenim gvožđem, ne možete se plašiti posledica nepažljive upotrebe. Između centara biće rastojanje od 30 cm, a masa uređaja je 38 kg; razvija se od 50 do 2500 o/min za 60 sekundi.
Pored metala, Kraton proizvod je pogodan za plastiku i drvo. Dizajneri su obezbedili pozadinsko osvetljenje. Set izmenljivih zupčanika vam omogućava da sečete metričke navoje. Zahvaljujući okretnom klizaču, dostupno je konusno oštrenje delova.
Poprečni hod klizača je 6,5 cm.


Alternativa se može smatrati "Corvette 402". Ovo je pristojan lagani strug sa komponentama posebno visokog kvaliteta. Monofazni motor ima snagu od 750 W. Razmak između centara je 50 cm Presek radnog predmeta iznad kreveta je 22 cm, a masa uređaja je 105 kg; može razviti od 100 do 1800 obrtaja u minuti u 6 različitih brzina.
osobenosti:
- elektromotor je napravljen prema asinhronoj šemi;
- obezbeđen je revers torzije vretena;
- zahvaljujući magnetnom starteru, isključeno je spontano uključivanje nakon nestanka struje;
- uređaj je opremljen paletom;
- konus vretena je napravljen prema šemi Morse-3;
- u 1 prolazu možete samleti do 0,03 cm;
- pomeranje ukrštenih i obrtnih čeljusti - 11 i 5,5 cm, respektivno;
- radijalno odstupanje vretena 0,001 cm.



Proma SKF-800 takođe se može smatrati pristojnim rešenjem za organizovanje radionice kod kuće. Model je dizajniran za rad sa veoma velikim delovima. Par trofaznih motora obezbeđuje snažan obrtni moment. Glavni parametri:
- dužina okretanja 75 cm;
- prečnik radnog predmeta iznad kreveta - 42 cm;
- ukupna težina 230 kg;
- vreteno sa otvorom od 2,8 cm;
- inčni navoj od 4 do 120 niti;
- dobijanje metričke niti od 0,02 do 0,6 cm;
- hod pera - 7 cm;
- potrošnja struje - 0,55 kW;
- radni napon - 400 V.



MetalMaster X32100 takođe vredi pobliže pogledati. Ovo je univerzalni strug za sečenje šrafova sa digitalnim displejom. Takođe je obezbeđen indikator niti. Uređaj dobro radi sa legurama gvožđa i obojenih gvožđa. Domet pera - 10 cm, obezbeđeno je 18 radnih brzina.
Ostali parametri:
- poprečni tobogan je 13 cm;
- pumpa rashladne tečnosti troši 0,04 kW i radi iz kućne mreže;
- sama mašina radi na naponu od 380 V i troši 1,5 kW struje;
- neto težina je 620 kg;
- obezbeđen je automatski dovod u uzdužnoj i poprečnoj ravni.



U industrijskoj proizvodnji zaslužuje pažnju Stalex GH-1430B... Ova mašina ima rastojanje od centra do centra od 75 cm, teška je 510 kg i sposobna je za brzinu od 70 do 2000 obrtaja. Osnovna isporuka uključuje par stabilnih odmorišta i par nerotirajućih centara.
Zupčanici su napravljeni od vrhunskog kaljenog čelika.


Završetak pregleda je primeren za model Jet GH-2040 ZH DRO RFS. Ova mašina je opremljena motorom od 12 kW. Prolazni otvor u vretenu je 8 cm Torzija se održava na veoma različitim brzinama (24 položaja od 9 do 1600 o/min). Sam proizvođač naglašava usaglašenost sa posebnim zahtevima za tačnost i brzinu obrade materijala.


Šta treba uzeti u obzir pri izboru?
U velikoj većini slučajeva, izbor za kućnu radionicu je napravljen u korist univerzalnih modela. Ne razlikuju se po visokim tehničkim karakteristikama, ali su jednostavni u dizajnu i mogu obraditi 1 - 2 dela na neserijskoj osnovi. Sve manipulacije se rade ručno. Kvalitet obrade i njegova tačnost neće biti veoma visoki.
Treba imati na umu da sve češće pod nazivom "univerzalna mašina" prodaju jednostavnu opremu sa CNC-om i direktnom izvedbom kreveta. Oni vam omogućavaju da primenite kontrolne programe. CNC sistemi aktivno zamenjuju stare univerzalne modele. Ali čak i među zastarelim uzorcima postoji podela. Dakle, mašine za kopiranje i poluautomatske mašine mogu da se nose sa delovima složenog oblika; savremeni primeri ove vrste imaju sistem upravljanja.


Što je više sekutića, to je aparat produktivniji. CNC multi-cutter tehnologija tokarenja je pogodna za specifične operacije. Uglavnom se koristi za proizvodne linije različitih veličina. U svakom slučaju, treba obratiti pažnju na:
- dimenzije obrađenih delova;
- nivo tačnosti;
- tolerancije obrade;
- vrste obrađenih metala;
- visina radnih centara
- prečnik stezne glave;
- vrsta kreveta (ravno ili nagnuto);
- vrsta kertridža;
- комплет;
- recenzije o modelu.


Kada se koristi veliki broj savremenih tečnosti za podmazivanje i hlađenje, zaštita od njih je imperativ. Svaki odgovoran proizvođač to obezbeđuje. Mašine za sečenje šrafova biraju se uzimajući u obzir broj radnih manipulacija i njihov tip. Ne smemo zaboraviti na dužinu i prečnik radnih komada. Što je krevet mašine jači, to je pouzdaniji; međutim, uređaj koji je pretežak za upotrebu kod kuće nije vredan toga. Zavarivanje je poželjnije u odnosu na zavrtnje.
Pored toga, obraćaju pažnju na:
- metode povezivanja;
- parametri napajanja;
- nivo povratne reakcije (ili nedostatak istog);
pregledi specijalista.


Како радити
Često se strug za sečenje šrafova koristi za obradu spoljašnjih cilindričnih površina. Sličan rad se izvodi sa prolaznim rezačima. Radni predmet je fiksiran uz očekivanje dovoljno velikog prepusta. Veruje se da je prepust od 7 - 12 mm preko dužine dela dovoljan za obradu krajeva i sečenje dela. Koliko brzo vreteno treba da se okreće, koliko duboko će se radni komad morati rezati, propisano je u dijagramu toka.
Dubina reza se podešava pomoću točkića za poprečno uvlačenje. Nakon okretanja, u mnogim slučajevima, kraj radnog predmeta se obrezuje raznim rezačima. Neophodno je voditi sekač za dodavanje ili bodovanje dok ne dotakne kraj. Zatim se oduzima i kočija se pomera nekoliko milimetara ulevo. Pomeranjem alata poprečno, sloj metala se uklanja sa kraja.

Na malim ivicama možete brusiti i seći metal jednim upornim sekačem. Spoljni žlebovi se prave pomoću rezača sa prorezima. Rad u ovom trenutku treba da bude 4 - 5 puta sporiji nego kod obrezivanja krajeva. Sekutić se vodi uredno, bez mnogo napora, uvek u poprečnoj ravni. Bočni brojčanik pomaže u podešavanju dubine žleba.
Radni predmeti se seku na isti način kao kod žlebova. Radovi se završavaju čim se debljina nadvoja smanji na 2 - 3 mm. Dalje, isključujući mašinu, odvojite deo oslobođen od rezača.


Funkcije podešavanja
Ispravno puštanje u rad i podešavanje se vrši uzimajući u obzir nijanse tehnološkog procesa. Kada je mašina postavljena, obrađuju se 2 ili 3 dela. Kako navode, proveravaju kako se poštuju parametri navedeni na crtežu. Ako postoji neusklađenost, vrši se ponovno podešavanje. Važan deo procesa podešavanja je određivanje karakteristika ugradnje i pričvršćivanja radnih predmeta u alatnim mašinama.
Ako vrhovi centara nisu poravnati, poravnanje se obezbeđuje pomeranjem zadnjeg stožera. Zatim se postavlja upravljački kertridž. Zatim se bira rezač i postavlja tačno duž visine ose. Jastučići treba da imaju paralelne površine sa pristojnom izradom.
Ne možete koristiti više od dva jastučića.


Posebno se proverava položaj vrha rezača u središnjoj visini. Za proveru, rezač se dovodi do centra prethodno proverene visine. Sam centar treba da se ugradi u repno pero. Istureni deo treba da bude kraći - maksimalno 1,5 puta veći od visine štapa. Previše značajan previs rezača izaziva vibracije i ne dozvoljava efikasan rad; alat mora biti čvrsto pričvršćen u držač alata sa najmanje nekoliko dobro zategnutih vijaka.
Okrugle radne predmete treba stegnuti u samocentrirajuću steznu glavu sa tri čeljusti. Ali ako je dužina dela veća od 4 puta od prečnika, potrebno je da uzmete steznu glavu sa steznim centrom ili koristite mašine za obradu sa pogonskom steznom glavom. Kratki radni predmeti koji nisu kružni se montiraju pomoću prednje ploče ili stezne glave sa četiri čeljusti. Šipke i drugi dugi delovi malog prečnika prolaze kroz prolaze u vretenu. Prilikom podešavanja režima rezanja, glavna pažnja se posvećuje brzini glavnog kretanja i dubini reza; takođe ćete morati da prilagodite feed.


Безбедност на раду
Prilikom povezivanja čak i najjednostavnije mašine, moraćete da koristite uređaje za zaštitu električne opreme. Šema se bira uzimajući u obzir osnovne inženjerske tačke. Nezavisan rad struga za zavrtnje dozvoljen je samo u dobi od 17 godina. Pre prijema, moraćete da prođete uputstva o zaštiti na radu. Pored toga, trebalo bi da se testirate na kontraindikacije; tokom samog rada mora se striktno poštovati režim rada i odmora, raspored pauza.
U pamučnom odelu ili polukombinezonu treba da radite na strugu za zavrtnje. Pored toga, biće vam potrebne kožne čizme i posebne naočare. Čak i najpažljiviji i najuređeniji radnici treba da drže komplet prve pomoći spreman da se izbore sa posledicama povreda. Primarna sredstva za gašenje treba čuvati u radionicama.
Ukoliko dođe do nesreće, rukovodstvo i hitne službe se odmah obaveštavaju o tome.


Radno mesto bi trebalo da bude čisto. Строго забрањено:
- uključite mašinu u slučaju loma zemlje, u slučaju neispravnosti barijera i blokada;
- ući u granice zacrtane ogradom;
- ukloniti ovu ogradu (osim popravke od strane nadležnih službi);
- započeti rad bez provere ispravnosti mašine;
- koristiti neregulisano osvetljenje radnog prostora;
- pokrenite mašinu bez podmazivanja;
- rad bez pokrivala za glavu;
- dodirnuti pokretne delove tokom rada;
- oslanjajte se na mašinu (ovo se ne odnosi samo na radnike);
- nastavite da radite ako dođe do vibracija;
- omogućavaju namotavanje strugotine na radne komade ili sekače.
Sve rezultujuće strugotine moraju biti usmerene strogo dalje od sebe. Čak i tokom najkraćeg prekida u radu, mašina se mora zaustaviti i isključiti iz struje. Isključivanje iz električne mreže će takođe biti potrebno u slučaju nestanka struje. U stanju bez napona, mašina se uklanja, čisti i podmazuje. Na isti način, odvajanje se vrši pre zatezanja pričvršćivača.

Nije dozvoljeno raditi na opremi za sečenje šrafova u rukavicama ili rukavicama. Ako su vam prsti zavijeni, moraćete da koristite gumene vrhove prstiju. Radni predmeti koji se obrađuju ne smeju se duvati komprimovanim vazduhom. Ručno kočenje delova opreme nije dozvoljeno. Takođe, ne možete ništa da merite na putu mašine, proveravate čistoću, brusite delove.
Kada se posao završi, mašine i elektromotori se gase, radna mesta se dovode u red. Svi radni predmeti i alati koji se koriste stavljaju se na određena mesta. Delovi za trljanje se podmazuju frekvencijom koja je propisana u uputstvima. Svi problemi se odmah prijavljuju upravi, u ekstremnim slučajevima - po završetku smene. U suprotnom, dovoljno je pratiti uputstva iz tehničkog lista i preporuke proizvođača.














Komentar je uspešno poslat.